

 English
English русский
русский عربى
عربى Türk
Türk
Dry vs. Wet Granulation: Choosing the Right Path to High-Quality Tablets
When it comes to manufacturing solid dosage forms like tablets and capsules, granulation is a critical process. It transforms fine powder materials into larger, denser, and more uniform granules, which are essential for proper flow, compression, and content uniformity. The two primary methods for achieving this are dry granulation and wet granulation. While both have the same end goal, their methodologies and ideal applications differ significantly.
Wet Granulation: The Traditional, Liquid-Based Approach
Wet granulation is the more traditional and widely used method, particularly in the pharmaceutical industry. The process involves adding a liquid binder (such as water, ethanol, or isopropanol) to a powder mixture to create a cohesive mass. This mixture is then passed through a screen or mill to form wet granules. These wet granules must then be dried, typically in a fluid bed dryer, until a specific moisture content is achieved. Finally, the dried granules are milled or screened again to achieve the desired size and distribution before being lubricated and compressed into tablets.
The main advantage of wet granulation is its effectiveness. It produces strong, spherical granules with excellent flow properties and a low risk of segregation. This is crucial for ensuring that each tablet has the exact same amount of active pharmaceutical ingredient (API). However, the process is multi-step, time-consuming, and energy-intensive due to the drying phase. It also poses a risk to moisture-sensitive or thermolabile (heat-sensitive) APIs.
Dry Granulation: The Modern, Binder-Free Alternative
Dry granulation is a simpler, more modern approach that completely bypasses the need for liquids and the subsequent drying step. This method is ideal for materials that are sensitive to moisture or heat, or for when the manufacturer wants to avoid the cost and complexity associated with solvents.
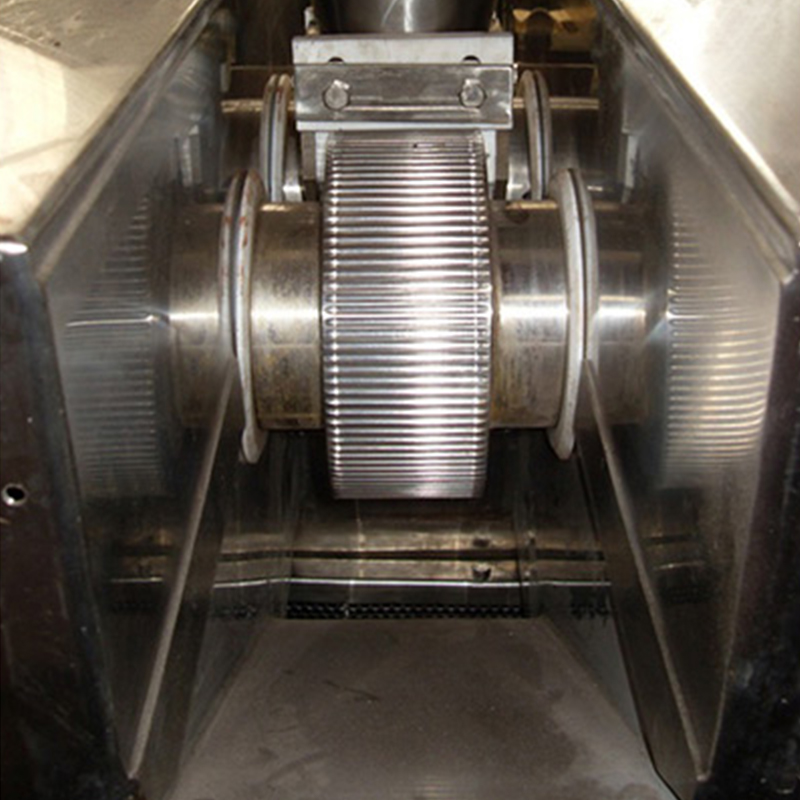
The core of this process is a Dry Granulator, often referred to as a roller compactor. The fine powder is first fed into the machine, where it is compacted between two counter-rotating rollers to form a dense, uniform sheet or "ribbon." The pressure applied by these rollers causes the powder particles to bind together. This ribbon is then fed into a mill, which breaks it down into granules of the desired size. These granules are then ready for final blending and compression into tablets.
The primary benefit of a dry granulation process is its efficiency. It is a more compact process, saving time, space, and energy. It also eliminates concerns about residual solvents and the degradation of moisture-sensitive drugs. However, because it relies on the intrinsic binding properties of the powder, it may not be suitable for all formulations, and the granules it produces can sometimes be less robust than those from wet granulation.
Choosing the Right Method
The decision to use dry granulation vs. wet granulation is a critical one that depends on several factors:
-
Material Properties: Is the active ingredient sensitive to heat or moisture? If so, dry granulation is the clear choice.
-
Formulation Characteristics: Does the powder have sufficient inherent binding properties for dry compaction? If not, wet granulation may be necessary to achieve the required granule strength.
-
Scale of Production: Wet granulation is often more robust for large-scale continuous manufacturing, while dry granulation can be highly efficient for both small-scale and large-scale operations.
-
Cost and Time: Dry granulation, by its nature, is a more streamlined and cost-effective process as it eliminates the need for solvents, dryers, and the associated energy costs.
In summary, while wet granulation remains a cornerstone of pharmaceutical manufacturing, the rise of the Dry Granulator has provided a powerful and efficient alternative. As formulations become more complex and as manufacturers seek more sustainable and cost-effective processes, dry granulation is gaining increasing prominence. Choosing the right method is about understanding the unique characteristics of your materials and aligning the process with the desired quality and manufacturing efficiency.



- Phone: +86-13806125772
- FAX: +86-519-88908383
- Email: sale@cz-ym.com
- Address: Jiaoxi Industrial Park, Zhenglu Town, Changzhou City, Jiangsu Province, China
Copyright © Changzhou Yimin Drying Equipment Co., Ltd. All Rights Reserved.
